
Bir bisiklet nasıl yağlanır: Bir yağlayıcı seçmek için ipuçları. Bisikletinizi Nasıl Yağlayabilirsiniz: Yağlama İpuçları Sabit muhafazalar ve yağlama noktaları
Ekipmanın çalışabilirliği ve işlevsellik verimliliği, son derece etkili yağlayıcılarla (yağlar, gresler, kesme sıvıları) sağlanmasına bağlıdır.
Yağlayıcıların temel amacı, motorun mekanik verimliliğini artırmayı mümkün kılan mekanizmaların sürtünme parçalarındaki sürtünmeyi ve aşınmayı azaltmak, sürtünme çiftlerini aşınma ve sıkışmadan korumaktır. İkinci önemli rolü, motordan ve sürtünme ile ısıtılan parçalardan ısı dağılımıdır. Ek olarak, yağlayıcı parçaları korozyondan korur, kirleticileri yıkar ve uzaklaştırır, bir sızdırmazlık sağlar ve bazı durumlarda özel görevleri yerine getirir: örneğin, kalıp ile döküm arasında ayırıcı bir tabaka görevi görür.
Yağlayıcıya, çalışma işlevleriyle ilgili olmayan, ancak ergonomik ve çevresel özellikler açısından gerekli olan bir takım gereksinimler de uygulanır. Yağlayıcılar toksik olmayan, kokusuz, kirletici olmayan, biyolojik olarak kararlı ve belirli koşullar altında biyolojik olarak parçalanabilir olmalıdır.
Yapısal malzemelerle iyi bir şekilde birleştirilmeleri, filtrelenmeleri ve pompalanmaları gerekir, hava ile temas ettiğinde köpürmezler. Yağlayıcılar sürtünme ünitesinde tutulmalı, yüksek sıcaklıklarda kurumamalı ve çalışma sırasında sertleşmemelidir.
Özel yağlayıcılar, agresif ortamlarla temasa karşı dirençli olma, yüksek elektrik direncine sahip olma veya tam tersi, iyi iletkenlik gibi özel gereksinimleri karşılamalıdır.
En çok kullanılan yağlama yağları. Bu, nispeten düşük maliyetleri ve kullanım kolaylığı ile kolaylaştırılmıştır.
Sıvı yağ kullanımının zor veya mantıksız olduğu bu tür sürtünme ünitelerinde yağlayıcılar kullanılmaktadır. En yaygın plastik (tutarlı) yağlayıcılar. Dünya üretimleri, yağlama yağlarının üretiminden (yılda yaklaşık 40 milyon ton) çok daha az olan, yılda yaklaşık bir milyon tondur.
Plastik yağlayıcılar, çeşitli rulman yataklarının, bağlantıların, manivelaların, kam eksantrik sistemlerinin vb. yağlanması için tasarlanmış kalın merhemlerdir. Sıvı yağların aksine, greslerin kesme mukavemeti vardır.
Gresler aşağıdaki avantajlara sahiptir:
Eğimli ve dikey yüzeylerde tutun;
Temastan sıkılmazlar, oldukça geniş bir sıcaklık aralığında iyi kayganlığa sahiptirler ve düzeneği sızdırmaz hale getirebilirler;
Düşük yağlayıcı tüketimi sağlayın, ünitenin tasarımını basitleştirmeye izin verin;
Metal tüketimini azaltın, bakım maliyetlerini azaltın.
Dezavantajları arasında düşük ısı iletkenliği, aşınma ürünlerinin birikmesi vb. bulunur. Gresler, sıvı yağlara göre oksidasyona ve çürümeye daha yatkındır.
Sürtünme ünitelerinin boşlukları plastik yağlayıcılarla doldurulur. Yağlar bakım sırasında değiştirilir. Bir dizi ünitede, yağlayıcı kaynağının ikmali gresörlükler kullanılarak sağlanır.
Ukrayna'da yaklaşık 150 çeşit yağlayıcı üretilmektedir. Yağlayıcılar sınıflandırılır tutarlılık, kompozisyon ve uygulama alanlarına göre .
Tutarlılık ile yağlayıcılar ikiye ayrılır yarı sıvı, plastik ve katı.
Plastik ve yarı sıvı yağlayıcılar bir dispersiyon ortamından, bir dağılmış fazdan ve ayrıca katkı maddelerinden ve katkı maddelerinden oluşan kolloidal sistemlerdir. Gresler en çok rulmanlı ve kaymalı yataklarda, menteşelerde, dişlilerde, vidalı ve zincirli tahriklerde, örgülü kablolarda kullanılır.
Katı yağlayıcılar sertleşmeden önce, dispersiyon ortamı bir reçine veya başka bir bağlayıcı ve çözücü olan süspansiyonlardır ve koyulaştırıcı molibden disülfür, grafit, karbon siyahı vb. katıların tüm özellikleri ve düşük kuru sürtünme katsayısı ile karakterize edilir.
En yaygın grup, sıvı yağlar ve katı yağlayıcılar arasında kıvamda olan greslerdir.
Yağlayıcılar şunları içerir: baz yağ (70-90%), koyulaştırıcı ve katkı maddeleri.
Yağlayıcılardaki koyulaştırıcıların içeriği genellikle %10-15'tir ve düşük kalınlaştırma kapasitesi ağırlıkça %20-30'a kadardır. Normal şartlar altında yağlayıcının katı bir cisim gibi davranmasını sağlayan ve bir yük uygulandığında sıvı gibi akan kıvamlaştırıcıdır. Aslında koyulaştırıcının türü ve miktarı gresin performans özelliklerini belirler, dolayısıyla gresin türünü koyulaştırıcı tarafından belirlenir.
Yağlayıcıların kalitesinde iyileştirme, çeşitli ürünlerin tanıtılmasıyla sağlanır. katkı maddeleri(kütlece %0,001-5), genellikle bir dispersiyon ortamında çözünür olan ve yağlayıcıların yapısının ve reolojik özelliklerinin oluşumu üzerinde önemli bir etkiye sahip olan organik bileşikler kullanılır. İyonol en çok bir antioksidan katkı maddesi olarak kullanılır, nitratlanmış oksitlenir vazelin, anti-aşınma - trikresil fosfat vb.
Yağların özelliği olan katkı maddelerine ek olarak, katı katkı maddeleri (sürtünme önleyici, sızdırmazlık) gibi molibden disülfür (MoS2) veya grafit.
Kompozisyon türüne bağlı olarak dağılım ortamı petrol (mineral) ve sentetik yağlar üzerine yağlayıcılar tahsis edin. Greslerin imalatında kullanılan mineral yağlardan en yaygın olarak kullanılanları şunlardır: 12, 20, 30, 45 ve 50 kalite endüstriyel yağlar(GOST 1707-51).
Bir baz yağ seçerken, yağlayıcının kapsamı dikkate alınır. Bu nedenle, düşük yük ve yüksek hızlara sahip sürtünme ünitelerinde, düşük viskoziteli mineral yağ içeren bir yağlayıcı kullanmak daha uygundur.
Aksine, büyük bir yük taşıyan ve düşük hızlarda çalışan sürtünme üniteleri için, gres bileşimine yüksek viskoziteli yağların eklenmesi tavsiye edilir.
İçerdikleri içeriğe bağlı olarak koyulaştırıcı ayırt etmek:
1. Sabun yağları , bunun için daha yüksek karboksilik asitlerin (sabunlar) tuzları koyulaştırıcı olarak kullanılır. Sabun anyonuna bağlı olarak, aynı katyonun yağlayıcıları sıradan ve kompleks (kalsiyum, lityum, baryum, alüminyum ve sodyum) olarak ayrılır.
Karışık sabunlara dayalı yağlayıcılar, koyulaştırıcı olarak bir sabun karışımının (lityum-kalsiyum, sodyum-kalsiyum vb.) büyük). Sabun yağlayıcıları, üretimleri için kullanılan yağlı hammaddelere bağlı olarak, koşullu sentetik (sabun anyonu, sentetik yağ asitlerinin bir radikalidir) veya yağlı (sabun anyonu, doğal yağ asitlerinin bir radikalidir) olarak adlandırılır. Kalsiyum yağlayıcılar aranan gresler(solidoller için de geçerlidir UCA grafit yağlayıcı). Düşük maliyetleri ve tatmin edici performansları nedeniyle bugüne kadar ülkemizde en yaygın yağlayıcılardır. Yaklaşık 80 °C'ye ısıtıldığında, gresler geri dönüşü olmayan bir şekilde ayrışır ve bu, örneğin ön tekerlek göbekleri, su pompası yatakları, ateşleme distribütörü gibi araç bileşenlerinde kullanılmalarını imkansız hale getirir.
Karmaşık kalsiyum gresleri greslerle karşılaştırıldığında, termal olarak kararlıdırlar, yüksek aşırı basınç özelliklerine sahiptirler, ancak termal sertleşmeye eğilimlidirler ve higroskopiktirler (hava geçirmez bir kapta saklanmaları gerekir).
Bu yağlayıcılar unioller.
Sodyum ve sodyum-kalsiyum gresleri (gres 1-13, yağ sabitleri) , dağılımlarını oldukça yüksek bir erime noktasına borçludur. Bununla birlikte, su geçirmez olmadıkları için kapsamları sınırlıdır - suda çözünürler, yüzeylerden su ile iyice yıkanırlar, vb.
Modern standartlara göre, listelenen yağlayıcılar eskidir, üretimleri yavaş yavaş durdurulmaktadır. Değerli performansları nedeniyle dünya çapında giderek yaygınlaşan lityum ve lityum kompleks gresler (litholler, CV eklemleri, fioller, severoller, CIATIM ve benzeri.). Kompleks lityum gresler, lityum olanlardan farklı olarak, daha geniş bir sıcaklık aralığında etkilidir ve tekstil, takım tezgahı, otomotiv ve diğer endüstrilerin ekipmanlarında kullanılır.
baryum yağlayıcılar (SRB) sıcaklık özelliklerinde lityumdan biraz daha düşüktür, ancak su direncinde onları aşar.
Yurtdışında kullanılan ilerici bir yağlayıcı türü karmaşıktır alüminyum yağlayıcılar . Maliyetleri greslerin maliyetini aşmaz, aynı zamanda yüksek mekanik ve fiziko-kimyasal stabiliteye, yüksek yapışma ve çok yüksek su direncine sahiptirler. Dezavantajı düşük ısı direncidir (70°C'ye kadar sıcaklıklarda çalışabilirlik). Esas olarak deniz suyunda çalışan kaba mekanizmalarda ve ayrıca dişli bağlantılarda kullanılırlar.
inorganik yağlar , bir koyulaştırıcı olarak, iyi gelişmiş bir spesifik yüzeye sahip, termostabil yüksek oranda dağılmış inorganik maddelerin kullanıldığı elde etmek. Onlar içerir silika jeli, bentonit, grafit, asbest ve diğer yağlayıcılar.
organik yağlayıcılar , termostabil, yüksek oranda dağılmış organik maddelerin kullanıldığı üretim için. Onlar içerir polimerik, pigment, poliüre, kurum ve diğer yağlayıcılar. Petrol ve sentetik hidrokarbon yağları üzerinde hazırlanan, 220°C'lik bir üst uygulama sıcaklığına sahip yeni nesil poliüreat gresler, bu göstergede perfloropolieter bazlı yüksek sıcaklık Teflon greslerine yakındı ve ikincisinden çok daha düşük bir maliyetle olumlu bir şekilde ayrıldı.
hidrokarbon yağlayıcılar , yüksek eriyen hidrokarbonların koyulaştırıcı olarak kullanıldığı yerler. Bunlar esas olarak koruma ve halat yağlarıdır.
Uygulama alanına göre, yağlayıcılar ayrılır:
Antifriksiyon (eşleşen parçaların aşınmasının ve sürtünmesinin azaltılması);
Son derece özel yağlayıcılar (endüstri);
Koruma (depolama, nakliye ve işletme sırasında metal ürünlerin ve mekanizmaların korozyonunun önlenmesi). Sırasıyla, genel amaçlı yağlayıcılar ve halat yağlayıcılarına ayrılırlar (çelik halatların aşınmasını ve korozyonunu önleme);
Sızdırmazlık (boşlukların kapatılması, bağlantı elemanlarının, salmastra kutularının, dişli, sökülebilir ve hareketli bağlantıların montaj ve demontajını kolaylaştırma, vakum sistemleri dahil).
Uygulama alanına göre en büyük yağlayıcı grubu - sürtünme önleyici yağlar . Bu yağlayıcı grubu sırayla şunları içerir:
- Genel Yağlayıcılar (Solidol C, Solidol Zh, Grafitin, Grafit Zh). En ucuz yağlayıcılar olarak gresler, yakın zamana kadar en çok talep edilenler olmuştur. Son zamanlarda, solidol üretimini azaltma eğilimi olmuştur. Bunun nedeni, greslerin çok amaçlı yağlayıcılarla değiştirilmesidir.
- Yüksek sıcaklıklar için genel amaçlı gresler (bu yağlayıcı alt grubundaki en yaygın marka gres 1-13, Konstalin'dir).
- Çok Amaçlı Yağlayıcılar (en yaygınları Litol-24, Fiol-2'dir).
- Isıya dayanıklı yağlayıcılar (Ciatim-221, Ciatim-221s, Uniol-2M/1, VNIINP-207, VNIINP-210, VNIINP-214, VNIINP-219, VNIINP-231, VNIINP-233, VNIINP-235, VNIINP-246, VNIINP-247 , Grafitol, Aerol, Silikon, Polimol, Maspol, BNZ-4, BNZ-5, PFMS-4S).
- Donmaya dayanıklı yağlayıcılar (Ciatim-203, Shell uçağı, GOI-54p, Lita, Zimol).
- Kimyasallara dayanıklı yağlayıcılar (Ciatim-205, VNIINP-279, VNIINP-280, VNIINP-282, VNIINP-283, VNIINP-294, VNIINP-295, VNIINP-298, Cryogel, No. 8, Florokarbon 10 OKF, Florokarbon 3 F, Florokarbon KST) .
- Enstrüman yağlayıcıları (Ciatim-201, Ciatim-202, OKB-127-7, OKB-122-7-5, AC-1, AC-3, Delta-I, Delta-III, SOT, VNIINP-223, VNIINP-228, VNIINP -257, VNIINP-258, VNIINP-260, VNIINP-270, VNIINP-271, VNIINP-274, VNIINP-286, VNIINP-293, VNIINP-299, Orion).
- Yarı sıvı yağlayıcılar (Ciatim-208, Shakhtol, Shakhtol-K, STP-L, STP-3, OZP-1, Transol-100, Transol-200, Transol-300, Transol-ROM, Reductol, Reductol M, SKP-M, LZ- PZhL-00). - Alıştırma macunları(Limol, VNIINP-225, VNIINP-232).
İle son derece özel yağlayıcılar ilgili olmak:
- Elektrikli makineler için yağlayıcılar (LDS-1, LDS-3, VNIINP-242, ESH-176, SVEM).
- Otomotiv yağları (en yaygın olanları SHRUS-4, Fiol-2 ve ayrıca Litin-2, Litol-459/5, AM cardan, LSTs-15, ShRB-4, No. 58, LZ-31, KSB, DT'dir. -1, Dispersol-1, MZ-10).
- Demiryolu yağları (LZ-TsNII (U), Rocker LCD, TsNII-KZ, ZhT-72, ZhT-79L, ZhA, ZhR, ZhD, İletişim, Buxol, Kasetol).
- Deniz yağları (AMS-1, AMS-3, MS-70, MUS-3A, MZ).
-Havacılık yağları (Çağ, VNIINP-254, VNIINP-261, VNIINP-281, Kurşun-01, Kurşun-02, ST (NK-50), No. 9).
- Endüstriyel yağlayıcılar (Uniol-2M/2, IP-1, LKS-2, LKS-metallurgical, Pressol-M, KSB, LS-1P, Start, Siol, VNIINP-273, Rotary IR, Thermolit ve diğerleri).
- Sondaj yağları (Dolotol N, Dolotol AU, Dolotol NU, Geol-1, Plastol).
- elektrokontakt (VNIIP-248, VNIIP-502, Makarna 164-39, Elektra-1).
koruyucu yağlayıcılar genel amaçlı arasında top yağıdır halat yağlayıcılar - Torsiol-35B.
arasında en popüler marka sızdırmazlık yağları Armatol-238 markasıdır. Sızdırmazlık yağları grubu ayrıca aşağıdaki sınıflardaki yağlayıcıları da içerir: R-2, R-113, R-402, R-416, VNIIP-263, VNIIP-291, VNIIP-292, VNIIP-300, Vakum, Kranol, Rezbol OM-2 , LZ-162u, vb.
Yerli yağlayıcıların bolluğunun (çeşitli tahminlere göre, birkaç bin ürün), 1979'a kadar eski SSCB'de olmasından kaynaklandığını unutmayın. yağlayıcıların adları keyfi olarak belirlendi. Sonuç olarak, bazı yağlayıcılar sözlü bir ad (Solidol-S), diğerleri - bir sayı (No. 158) ve diğerleri - onları oluşturan kurumun atamasını (CIATIM-201, VNIINP-242) aldı. 1979'da GOST 23258-78 tanıtıldı (şu anda Ukrayna ve Rusya'da yürürlükte), buna göre yağlayıcı adı bir kelime ve bir sayıdan oluşmalıdır. Şimdi Ukrayna'da, yağ üreticileri için zorunlu bir gereklilik, ürünlerin Devlet Endüstri Standartlarına (GOST) veya Teknik Şartnameye (TU) uygun olarak üretilmesidir.
Yurtdışında, üreticiler, performans açısından (tutarlılığa göre sınıflandırma hariç) herkes için tek bir sınıflandırma olmaması nedeniyle, aynı zamanda çok çeşitli greslerin ortaya çıkmasına neden olan yağlayıcıların adını keyfi olarak tanıtmaktadır.
karakterize eden ana göstergeler yağlayıcıların performans özellikleri şunlardır:
yağ kıvamı(NLGI - Ulusal Yağlama Gresi Enstitüsü - ABD Ulusal Yağlama Enstitüsü sınıflandırmasına göre, yağlayıcılar 0'dan 6'ya kadar sayılarla gösterilen birkaç gruba ayrılır);
düşme noktası;
çalışma sıcaklığı aralığı;
mekanik kararlılık;
su direnci vb.
Diğer yağlayıcılarla yağlayıcı uyumluluğuçoğunlukla yağlayıcıların bir parçası olan baz yağın ve koyulaştırıcının türü tarafından belirlenir.
İşletmeler tarafından üretilen ve çeşitli endüstrilerde kullanılan bazı madeni yağların bileşimi tablo 9.1'de sunulmaktadır.
Greslerin üretim süreci, istenen özelliklere sahip oldukça kararlı jeller elde etmek için karmaşık bir fiziksel ve kimyasal süreçtir. Bu nedenle, yağlayıcıların teknolojisi, yakıtlardan veya yağlardan çok daha karmaşıktır. Kapsamlı üretim tecrübesine sahip fabrikalarda bile, başarısız biraların yüzdesi uzun bir süre çok yüksekti ve bu durum sırayla kabul edildi.
Yağlama olmadığında, kir ve su göze çarpmayan işlerini yapar: pas izleri görülür, parçaların çalışma yüzeyleri silinir ve sıkışan elemanlar tahrip olur. Bisikletin yolda arızalanmaması için garajdaki tüm çalışma birimlerini yağlamanız gerekir. Bisiklet yağları metal yüzeyleri havadan kapatarak pas oluşumunu engeller. Birleşen yüzeylere uygulanan bir yağlayıcı tabakası, parçaların aşınmasını ve aralarındaki sürtünme kayıplarını önemli ölçüde azaltır.
Bir bisikletin belirli bir parçası nasıl yağlanır?
Bisikletler ve diğer makineler için yağlayıcı sıkıntısı yoktur. Mevcut tüm yağlayıcılar birkaç türe ayrılabilir.
- Tutarlı. Dayanıklıdır, önemli ölçüde düşük ve yüksek sıcaklıkları tolere eder. Ancak uygulanması zordur, fazlalığı gidermek zordur. Onlara çok fazla toz ve kir yapışır.
- Sıvı. Bir şırınga veya yağlayıcı ile uygulamak uygundur, monte edilmiş ünitelere dökebilirsiniz. Kalıntıların silinmesi kolaydır. Eksileri: kaplanmış parçalardan aşağı doğru akarlar, sıcaklık değişiklikleriyle viskoziteyi değiştirirler.
- İki bileşenli. Bir sıvı şeklinde, doğru bir şekilde uygulanabilir; bir aerosol halinde, yağlanan ünitenin kapalı yerlerine nüfuz eder. Eksileri: Aerosol yağı kaplanacak parçanın üzerine püskürtülür, yağlamadan sonra solvent kuruyana kadar beklemeniz gerekir.
Yağlama gresleri
Kavanozlarda ve tüplerde satılır. Bu tip yağlayıcı, plastik maddelere atıfta bulunur. Bisiklet gresi, yavaş dönen mekanizmalarda kullanılır. Bisikletin tüm bileşenlerindeki yatakları, dişli bağlantıları, manivela burçlarını işlemesi gereken kişidir. Uzun süreli depolama için zincir muhafazasında kalın yağlar kullanılır.
Belirli bir kalın yağ nasıl seçilir, daha ayrıntılı olarak düşünün.
lityum yağlar
Lityum içeren yağlayıcılar genellikle sarı veya kırmızı renktedir. Yağlama yağındaki lityum bileşikleri, kaymayı artırmak ve yağın çalışma özelliklerini koruduğu sıcaklık aralığını genişletmek için gereklidir. Lityum yağlar -50°C ile +180°C arasındaki sıcaklıklarda çalışır. Lityumlu ev tipi yağlayıcılar, LITOL, CIATIM, FIOL, SHRUS örnekleri olarak hizmet edebilir. Su ile yıkanırlar, ancak uzun süre - yıl boyunca.
158 No'lu ev gresi yüksek yapışma özelliğine sahiptir, pratik olarak su ile yıkanmaz. Kendine özgü bir mavi rengi var. Bu renk, aynı zamanda hem koyulaştırıcı hem de antioksidan katkı maddesi olan bir pigment - bakır ftalosiyanin tarafından verilmektedir. Çalışma sırasında, bu yağ bardakları, konileri, yatak toplarını parlatır. -40°C ile +120°C arasında sıcaklık aralığına sahiptir. 158 numaralı gresin yokluğunda, arka süspansiyon kollarının burçlarını, orta göbek tertibatını, çatal bilyalı yatakları diğer kalın yağlarla yağlayabilirsiniz.
İngiliz Weldtite Products firmasından ithal edilen Lityum Gres, lityuma ek olarak Teflon içerir.
Lityum greslerin ortak bir dezavantajı vardır - alüminyum ile kimyasal olarak etkileşime girerler.
Ortak avantajları, diğer yağlayıcı türlerine kıyasla daha düşük bir fiyattır.
Kalsiyum yağları
Kalsiyum bileşiklerine dayalı yağlar çoğunlukla sarı veya yeşil renktedir. Bu tür yağlayıcılar metal parçalara iyi yapışır, bu nedenle uzun süre su ile yıkanırlar. Kalsiyum içeren yağlayıcı örnekleri, yerli Solidol, Uniol'dur. Tekerlek yatakları, pedallı bilyalı yataklar, fren kolları ve sıklıkla ıslanan diğer bisiklet bileşenleri için kullanılmalıdırlar.
Bu sadece, hiçbir durumda fren mekanizmasına sahip burcu gres ve diğer kalın maddelerle yağlamamalısınız. Burç frenleri, bisikletçinin deneyimsizliği nedeniyle gres ile yağlanmışsa, gazyağı ile yıkanmalı ve sıvı yağ ile damlatılmalıdır.
Kalsiyumun kimyasal aktivitesi lityuma kıyasla çok düşük olduğundan, tüm metaller korozyona karşı koruma sağlamak için kalsiyum gresleri ile kaplanabilir.
Kalsiyum greslerinin dezavantajı, lityum greslere kıyasla, özelliklerini korudukları sıcaklık aralığının dar olmasıdır - -30°C ila +50°C.
Grafit yağlayıcılar
Grafit tozunun kendisi bir sürtünme önleyici maddedir. Onu bağlayan yağ kuruduktan veya yandıktan sonra yağlanan parçanın yüzeyinde kalacaktır. Kalan ince grafit tabakası, ağır yük altında bile iki eşleşen parçanın iyi kaymasını sağlayacaktır. Yerli USSA yağı, bir grafit yağlayıcı örneği olarak hizmet edebilir.
Grafit yağlar, arka süspansiyon kollarının dişli bağlantılarına ve burçlarına uygulama için uygundur. Bisikletçilerin zinciri kaynaklamak için grafit kullandığı bir zaman vardı. Bu, yağın kaynamadığından ve sonuç olarak çökmediğinden emin olmanız gereken zahmetli ve uzun bir çalışmaydı. Çok çeşitli iki bileşenli yağlama maddesi ile zinciri grafit veya başka bir gresle kaynaklamaya gerek yoktur.
Grafit gresin dezavantajı, temas ettiği her şeyi yoğun bir şekilde lekelemesidir.
Teknik Vazelin
Tıbbi ve kozmetikten farklı olarak, teknik Vazelin en az temizlikten geçer. Şeffaf değildir ve rengi sarımsıdan koyu kahverengiye kadar değişebilir. Teknik petrol jölesi, metal parçaları hava ve sudan kapatmada diğer yağlayıcılardan daha iyidir, bu nedenle onları korozyondan mükemmel şekilde korur. Vazelin tüm bisiklet kablolarını mükemmel şekilde yağlar ve uzun süre üzerlerinde kalır.
Borik Vazelin, yatakların ve ayakların krom yüzeylerine saldırabilen serbest asitler içerir.
sıvı yağlar
Şişeleme için varillerde veya küçük bidonlarda ve yağ şişelerinde satılırlar. Bir bisiklet için sıvı yağlayıcı farklı bir viskozite derecesine sahip olabilir. Değişken akışkanlığa sahip yağlayıcılara örnek olarak endüstriyel, iğ ve otomotiv yağları verilebilir. Otomotiv sıvı yağı, fren kollarının, fren kollarının, vites değiştiricilerin, cırcır bilyalı rulmanların dönüş eksenini yağlamak için kullanılabilir. Bisiklet burçları için uygundur: Yağlayıcıyı yenilemek için ayda bir kez 2-3 damla otomotiv yağı dökmek yeterlidir. Ancak bisiklet bileşenlerinden akan yağ, tozla birlikte yapışkan kir oluşturduğundan aşırı doldurmaktan kaçınılmalıdır. Lastiklere bulaşan yağ lastiği yok eder.

Daha az viskoz, endüstriyel veya mil yağı, bir yağ amortisörü için bir çalışma sıvısı olarak bir bisiklet çatalına dökülür veya bununla çatalın bacaklarında yağlanır.
Kabloları kaplamak için ince yağ kullanılabilir, ancak açıkta kalan yüzeylere iyi yapışmaz, bu nedenle sık sık uygulanması gerekir. Sıvı yağlayıcı ayda 1-2 kez veya bisiklet her yağmura maruz kaldığında yeniden yağlanmalıdır.
İki bileşenli yağlayıcılar
Aerosol kutuları ve yağ şişelerinde tedarik edilir. İki bileşenli bir yağlayıcı, kalın bir yağ ve yağı incelten bir çözücüden oluşur. Böyle bir kombine bisiklet yağı, su gibi bir akışkanlığa sahiptir ve monte edilmiş elemanlara kolaylıkla akar. Uygulamadan sonra solvent buharlaşır ve içinde sadece kalın bir yağ kalır. Bu nedenle zinciri, zincir gergi çark burçlarını, vites değiştirici aksları, fren kolu desteklerini ve diğer kapalı bisiklet bileşenlerini yağlamak onun için uygundur.
Bir kutudan püskürtüldükten sonra kalan yağ filminin suyla yıkanması zordur, bu nedenle kış sürüşü veya uzun süreli depolama sırasında bisikleti korumak için iki bileşenli yağlayıcılar bisikletin yüzeyine uygulanabilir.

Silikon Gres
Silikon bazlı yağlar sprey, sıvı veya gres olarak satın alınabilir. Uygulama kolaylığı için böyle bir çeşitlilik gereklidir. Uygulamadaki farklılığa rağmen, hepsi oksijen içeren bir organosilikon bileşiği ve bir çözücüden oluşur. Silikon yağı, mineral veya uçucu yağların aksine kauçuk parçalara zarar vermez.
Ayrıca, silikon gresler toz yapışmasına karşı oldukça dirençlidir, bu nedenle kauçuk contaların işlenmesi için vazgeçilmezdir.

teflon yağı
Bu yağlayıcı türü aşınmaya karşı en yüksek dirence sahiptir. İki hareketli parça arasında olduğundan uzun süre yüksek basınçta üretilmez. Bu nedenle Teflon yağı en iyi zincir yağlayıcıdır.
Teflon yağının bileşimi, çözücüye ek olarak, tozu iten antistatik bileşenler de içerir.

balmumu yağlayıcı
Teflon bazlı yağlayıcıların aksine, daha az sıklıkta yeniden uygulanması gereken daha kalın, mumsu bir sentetik yağ tabakası oluşturur. Artan basınca sahip parçalar üzerinde oyalanma kabiliyeti açısından Teflon'dan daha düşüktür.
Balmumu yağlayıcıyı yeniden uygulamadan önce yüzeyin eski yağdan temizlenmesi gerekir.

Yüzeye işleyici yağlar
WD-40 ve analogları
Aerosol kutularında satılır. Pası yumuşatmada, kuru yağı inceltmede ve suyun yerini değiştirmede mükemmeldirler. İthal WD-40'ın analogları AnyWay ve yerli ürün UNISMA'dır. Aslında, bu sıvılar yağlayıcı değildir. Beyaz ispirto, bağlayıcılar ve yağlayıcı olarak sadece biraz gazyağı içerirler. Ana aktif bileşenleri yağ değil çözücüdür.

WD-40 ve benzeri sıvıları sadece paslanmış dişli bağlantıları gevşetmek ve eski kurumuş gresi çıkarmak için kullanmak doğrudur, bisiklet bileşenlerini yağlamak için değil.
Yağlayıcı Nanoprotech
Nanoprotech aynı zamanda nüfuz eden bir yağlayıcıdır ancak baz olarak mineral yağ kullanır. Bu nedenle, yardımı ile sadece parçaları temizleyip paslanmış cıvata ve somunları sökmekle kalmaz, aynı zamanda yüksüz sürtünme parçalarını da yağlayabilirsiniz. Bisikleti sökerken ve muhafaza ederken kullanmak en iyisi olsa da.
Yağlar katı yabancı maddeler, serbest asitler ve su içermemelidir, bu nedenle sıkı bir kapakla temiz bir kapta saklanmalıdırlar.
Artık bisiklet yağları hakkında temel bilgilere sahipsiniz. Sadece onları uygulamaya koymak için kalır.
Yağlama sistemleri:
- Yatak muhafazasında gömülü gres.
- Bir şırınga ile periyodik yağlama.
- Manuel istasyonlarla yağlama.
- Merkezi yağlama sistemleri.
Yatağı gresle doldurma koşulları:
- Doğru miktarda yağlayıcı.
- İşaretlemenin doğru yolu.
- Uygun kalite ve yağlayıcı kalitesi.
- Doğru yeniden yağlama aralıkları.
Yağlama sistemlerinin çalışması için kısıtlamalar:
- Yağlayıcı ne kadar sürer.
- Kullanılmış gres nasıl değiştirilir.
Gres yağlama sistemlerinin ana parametrelerinin hesaplanması
Bir yağlayıcı tedarik etmek için en uygun koşullar, miktarı ve tedarik sıklığı, çalışma sırasında seçim ile belirlenir. Metalurji tesislerinde yağlama ihtiyacının yaklaşık olarak hesaplanması için aşağıdaki formül kullanılır:
q \u003d 11 × K 1 × K 2 × K 3 × K 4 × K 5 cm3 / m2 × h),
nerede q- sürtünme ünitesinin sürtünme yüzeyinin 1 m2'sine saatlik olarak uygulanması gereken yağlayıcı miktarı (cm 3); 11 - 100 rpm'yi aşmayan bir dönüş hızında 100 mm'ye kadar çapa sahip rulmanlar için minimum yağlayıcı tüketimi oranı; 1- yağlayıcı tüketiminin yatağın çapına bağımlılığını dikkate alan katsayı: K 1 \u003d 1 + 4 × (d - 100) × 10 -3– kaymalı yataklar, K 1 \u003d 1 + (d - 100) × 10 -3- rulmanlar; K2- yağlayıcı tüketiminin yatak hızına bağımlılığını dikkate alan katsayı K 2 \u003d 1 + 4 × (n - 100) × 10 -3; K3- yağlayıcı tüketim oranı için sürtünme yüzeylerinin kalitesini dikkate alan katsayı (iyi kalitede (toplam hasar alanı %5'i geçmez) K3 = 1, tatmin edici K3 \u003d 1.3; 4- yatağın çalışma sıcaklığını dikkate alan katsayı (75 ° C'nin altındaki sıcaklıklarda K4 = 1, çalışma sıcaklığında 75…150 °С K4 \u003d 1.2); K5- yatağın yükünü dikkate alan katsayı (nominal yükte K5 = 1, tasarım değeri aşılırsa K5 \u003d 1.1).
Dozlama besleyicinin performansı aşağıdaki formülle hesaplanır:
V n \u003d q × F × T,
nerede V n- belirli bir yağlama modu için besleyicinin pistonun bir vuruşunda sağlaması gereken gerekli yağlayıcı miktarı, cm3 (birbirini takip eden iki besleme arasındaki süre) T, h; F yatağın sürtünme yüzeyinin alanıdır ( D×B), m2.
Bazen dozlama besleyicinin hesaplanan kapasitesini artırmak veya azaltmak gerekebilir. Çoğu durumda, böyle bir tutarsızlık, hesaplamada dikkate alınamayan nedenlere bağlıdır:
- zayıf conta tasarımı;
- çok miktarda su;
- sürtünme ünitesine düşmek ve yağlayıcıyı yıkamak;
- yağlama oluklarının kötü konumu;
- ünitenin sıcaklık ve yük koşullarına uygun olmayan yağlama derecesi.
Bu nedenler, hesaplanana göre besleyicinin boyutunda bir artışa neden olur. Aksine, daha düşük makine hızı, daha hafif hizmet, iyi işleyen contalar, besleyicinin tasarlanan boyutunda bir azalmaya yol açar.
Yağlayıcı miktarının belirlenmesi
Rulman yatağının ilk doldurulması ve periyodik yenileme için tüketilen gerekli ve yeterli gres dozları, verilen verilerle düzenlenir. Gres hacmi, yatak muhafazasındaki boş alanın %40…60'ını işgal etmelidir. Yağın dışarı çıkması için yatak muhafazasında boş alan olmalıdır. Makine titreşimsiz çalışıyorsa, lityum gres kullanılması şartıyla bu hacim %80'e kadar çıkarılabilir. Makine yüksek titreşimlerle çalışıyorsa, maksimum yağlayıcı miktarı, yatağın boş alanının %60'ıdır.
Tablo 5.3 - Rulman yatağının bir defa doldurulması ve periyodik ilave için gres miktarı
| Rulman yatağının bir defada doldurulması için gereken gres miktarı, g | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| sıkma flanşları | sızdırmazlık keçe halkalı kapaklar | bölünmüş gövde flanşları | |||||||||
| küçük | derin | ||||||||||
| serisinin rulmanlarını kullanırken | |||||||||||
| 200 | 300 | 400 | 200 | 300 | 400 | 200 | 300 | 400 | 200 | 300 | 400 |
| 175 | 280 | 425 | 263 | 420 | 637 | 315 | 503 | 765 | 685 | 1090 | 1660 |
| 199 | 310 | 486 | 299 | 465 | 730 | 358 | 557 | 875 | 775 | 1210 | 1895 |
| 224 | 362 | 525 | 336 | 543 | 788 | 403 | 650 | 945 | 875 | 1410 | 2050 |
| 279 | 455 | 663 | 418 | 683 | 1000 | 585 | 955 | 1395 | 1170 | 1910 | 2790 |
| 318 | 532 | 817 | 476 | 795 | 1225 | 667 | 1120 | 1720 | 1370 | 2230 | 3430 |
| 360 | 615 | 987 | 540 | 922 | 1480 | 755 | 1290 | 2070 | 1470 | 2580 | 4150 |
| 429 | 704 | 1100 | 645 | 1055 | 1650 | 900 | 1475 | 2350 | 1800 | 2960 | 4630 |
| İç çap, mm | Seri rulmanları kullanırken periyodik ilave için tek seferlik gres tüketimi | ||||
|---|---|---|---|---|---|
| 200 | 300 | 400 | 500 | 600 | |
| 90 | 2,4 | 4,1 | 6,1 | 3,2 | 6,0 |
| 95 | 2,7 | 4,5 | 6,1 | 3,9 | 6,7 |
| 100 | 3,1 | 5,1 | 7,3 | 4,1 | 7,8 |
| 110 | 3,8 | 6,0 | 9,1 | 5,3 | 9,6 |
| 120 | 4,3 | 7,2 | 11,2 | 6,7 | 11,2 |
| 130 | 4,6 | 8,1 | 13,3 | 7,4 | 13,0 |
| 140 | 5,3 | 9,3 | 14,8 | 8,5 | 15,0 |
Yatak ünitesine doldurulması gereken gres miktarı (cm 3):
V = f × B × D 0 / 1000,
nerede D0– ortalama yatak çapı, cm; AT- radyal yatağın genişliği veya baskı yatağının yüksekliği, cm; f– yatağın iç çapına bağlı olarak doldurma faktörü d:
| g, mm | <40 | 40…100 | 100…130 | 130…160 | 160…200 | >200 |
|---|---|---|---|---|---|---|
| f | 0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
Rulmanlı rulmanlar için d YG> 140 mm, muhafazayı dolduracak gres miktarı aşağıdaki formüle göre hesaplanır:
Q s \u003d 0.001 × B × (D 2 - d 2),
nerede Q- mahfazayı doldurmak için gereken yağlayıcı miktarı, g; AT– yatak genişliği, mm; D– yatağın dış çapı, mm; d– yatağın iç çapı, mm.
Zaman içinde periyodik olarak eklenecek yağlayıcı miktarı h, h:
Q=0,005×D×B G.
Yağlama aralıkları
Normal çalışma koşulları altında, rulmanların tam şarjı, 4…6 aylık çalışmadan sonra, ağır çalışma koşullarında - 2…3 ay sonra gerçekleştirilir. Sıcaklıkta 15 °C'lik bir artış, yağlayıcının iki kat daha sık uygulanmasını gerektirir.
Zaman h(h) normal çalışma koşullarında (sızıntı yok, normal bileşen sıcaklığı, uygun yağlama) çapa bağlı olarak art arda gres ilaveleri arasında d rulman çapı ve hızı n, kabaca grafiklerden () belirlenebilir.
Sabit muhafazalar ve yağlama noktaları
Çift sıralı bir yatak takılıysa ve bir yağlama deliği varsa, yağlayıcı merkezdeki yatağa beslenmelidir. Kullanılmış yağlayıcının çıkışı için bir delik sağlamak gerekir.
Merkezi Gres Sistemleri
Merkezi otomatik yağlama sistemleri çalışma prensibine göre döngü sistemleri ve uç sistemler olmak üzere ikiye ayrılır.
Döngü sistemleri yağlanan makinelerin birbirine yakın yerleştirildiği veya sık yağlanması gereken ayrı bir makineye bakım yapılmasının gerektiği durumlarda kullanılması tavsiye edilir, gerekirse mekanizmaları yağlama sisteminden ayırmak için ana hattan dallara vanalar takın. ana ekipman gruplarına göre daha az sıklıkta yağlama gerektirir.
Uç Sistemler uzun bölümlerde yağlanmış birimlerin ve mekanizmaların doğrusal bir düzenlemesi ile kullanmak en uygunudur.
Döngü sistemleri
- Yağlama istasyonu.
- Depolama tankı.
- Yakıt doldurma pompası.
- Doldurma valfi.
- Elektrik motoru ve dalgıç pompa.
- Belirli zaman aralıklarında istasyonu açan bir komut cihazı.
- Kendinden kayıt manometresi.
- Sinyal lambası.
- Siren - istasyon çok uzun süre çalıştığında veya zamanında başlamadığında açılır.
- En uzun hat kolunun sonuna bir limit anahtarına bağlı bir basınç valfi monte edilmiştir.
- Besleyiciler.
- Ana boru hatları.
- Sürtünme ünitelerine yağ sağlayan boru hatları.
- Elektrik kontrollü distribütör.
- Ağ filtreleri.
- Distribütör elektromıknatısları.
- Elektrikle çalışan lineer dağıtıcılar - istasyonun her döngüsü sırasında yağlama gerektirmeyen bir grup noktayı sistemden periyodik olarak ayırmak için.
Uç tip sistemler, metalurjik ekipman için tipik olan, uzun mesafeler boyunca doğrusal olarak yerleştirilmiş ekipmanı yağlamak için kullanılır. Uç sistemlerde, bir döngü sistemi ile gerekli olan dönüş hatlarının getirilmesine gerek olmadığı için ana hattın borulaması daha kolaydır.
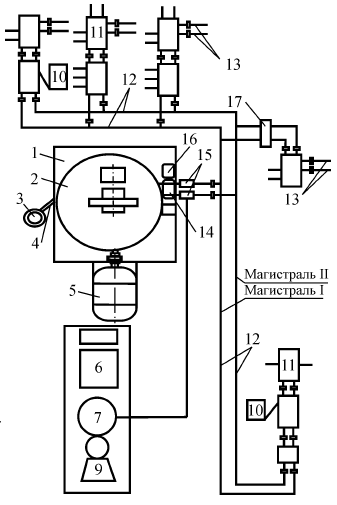
Şekil 5.6 - Nihai merkezi yağlama sistemi
Besleyicilerin çalışması
Besleyiciler şu şekilde çalışır ():
- konum I- A hattı boyunca basınç altında sağlanan yağlayıcı, üst eğik kanal 4'ü açarken makara 2'yi indirir;
- konum II- kanal 4'ten geçen yağlayıcı, piston 3'ün düşmesine neden olurken, yağlayıcı, kanal 5 aracılığıyla piston altındaki boşluktan sürtünme ünitesine doğru sıkılır;
- konum III- yağlayıcı B hattından girer ve makara 2 yukarı hareket eder;
- konum IV- alt eğik kanaldan geçen yağlayıcı, pistonun (3) yükselmesine neden olurken, pistonun üzerindeki boşluktan gelen yağlayıcı, kanal (5) üzerinden sürtünme ünitesine doğru sıkılır.
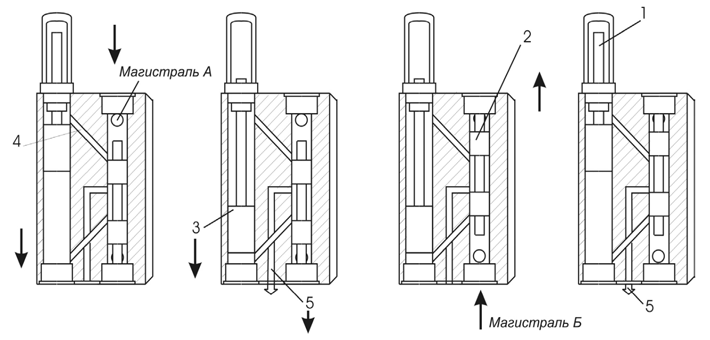
Şekil 5.7 - Besleyici operasyonunun aşamaları
Tüm besleyicilerin çubuk işaretçileri 1 her zaman aynı pozisyonda olmalıdır: ya kaldırılmalı ya da durma noktasına kadar indirilmelidir. Üç ardışık enjeksiyon döngüsü sırasında arızalanan besleyiciler onarılmalı veya değiştirilmelidir. Otomatik bir istasyon tarafından yağlama sağlanırken arızalı besleyicilerin geliştirilmesi ve değiştirilmesi, yalnızca istasyonu manuel kontrole geçirdikten sonra yapılmalıdır.
Merkezi gres yağlama sistemlerinin çalışması
- Sisteme giren kir, kum, su, hava olasılığını dışlamak gerekir.
- Kullanılan yağlayıcı aynı tipte, homojen olmalıdır - topaklar ve yabancı kalıntılar olmadan.
- Manüel istasyonun rezervuarını kapak çıkarılmış halde üstten doldurmak yasaktır.
- Besleyiciler ve boru hatlarından yağ sızıntısını ortadan kaldırın.
- Boruları değiştirirken, yeni borunun asitlenmesi veya kumlanması, yıkanması ve gres ile doldurulması gerekir.
- İstasyonların yakınındaki petrol boru hattına takılan kilitleme cihazları çalışma sırasında açık olmalıdır.
- Boşalmalarını önlemek için rezervuarı gres ile doldurma şartlarına uymak gerekir.
- Günde bir kez, kendi kendine kayıt yapan basınç göstergesindeki tabloyu değiştirin. Bir önceki günün sonuçları analiz edilmelidir.
- Kendi kendini kaydeden basınç göstergesinin mekanizmasına gresin girmesine izin vermeyin.
- Test noktalarındaki basınç göstergesi okumalarını düzenli olarak kontrol edin.
- Besleyicinin çalışmasını her vardiyada bir kez kontrol edin.
Manuel istasyonların işletilmesi
- Pompalama sırasında, sabit basınç kontrolü ile kol aşırı konuma getirilmez.
- Sistemi basınç altında bırakmayın. İstasyonun tutacağı dikey konumda olmalıdır.
- İstasyonu kontaminasyondan ve nemden koruyun.
- Tüm besleyicileri, yağlanan noktaları ve çıkışları aynı şekilde numaralandırmanız önerilir.
Tipik Besleyici Arızaları
- Sınırlayıcı muhafazası hasarlı. Mümkünse değiştirin - geri yükleyin.
- Bükülmüş doğrusal besleyici gövdesi. Mili veya sınırlayıcıyı değiştirin.
- Besleyici yalnızca yukarı doğru çalışır. Makaranın çok uzun bir alt sapı vardır.
- Normal basınçta, besleyici, öngörülen hızı aşan yağlayıcıdan geçer. Ya makara yok ya da makara aşınmış.
| < |
benzer makaleler
 Eğilme eğriliği. Bükmek. Büyük eğriliğe sahip bir kirişin bükülmesi
Eğilme eğriliği. Bükmek. Büyük eğriliğe sahip bir kirişin bükülmesi
 Bisikletinizi Nasıl Yağlayabilirsiniz: Yağlama İpuçları Sabit muhafazalar ve yağlama noktaları
Bisikletinizi Nasıl Yağlayabilirsiniz: Yağlama İpuçları Sabit muhafazalar ve yağlama noktaları
 Sollamada "uçuş" tekniği
Sollamada "uçuş" tekniği
 Oyunda çekim yaparken ön hazırlık!
Oyunda çekim yaparken ön hazırlık!
 Diğer sözlüklerde "NOC" nin ne olduğunu görün
Diğer sözlüklerde "NOC" nin ne olduğunu görün
 1992 Kış Olimpiyatları buz hokeyi sonuçları
1992 Kış Olimpiyatları buz hokeyi sonuçları
 olimpiyatlar 1992 kış hokey takımı
olimpiyatlar 1992 kış hokey takımı Görsel hafıza: eğitim için etkili egzersizler
Görsel hafıza: eğitim için etkili egzersizler Terapötik Beden Eğitimi (LFK)
Terapötik Beden Eğitimi (LFK) Rus futbolcuların aşk hikayeleri
Rus futbolcuların aşk hikayeleri